PA 6 vs PA 12: Sekilas Perbedaan Inti
PA 6 (Poliamida 6, juga dikenal sebagai Nilon 6) dan PA 12 (Poliamida 12, juga dikenal sebagai Nilon 12) keduanya merupakan termoplastik rekayasa dari keluarga poliamida, namun keduanya berbeda secara signifikan dalam struktur molekul, penyerapan air, ketahanan kimia, sifat mekanik, dan perilaku pemrosesan. Nomor pada namanya mengacu pada jumlah atom karbon dalam rantai monomer — PA 6 terbuat dari kaprolaktam (6 karbon), sedangkan PA 12 berasal dari laurolaktam (12 karbon). Perbedaan struktural yang tampaknya sederhana ini menciptakan perilaku material yang sangat berbeda dalam penerapannya di dunia nyata.
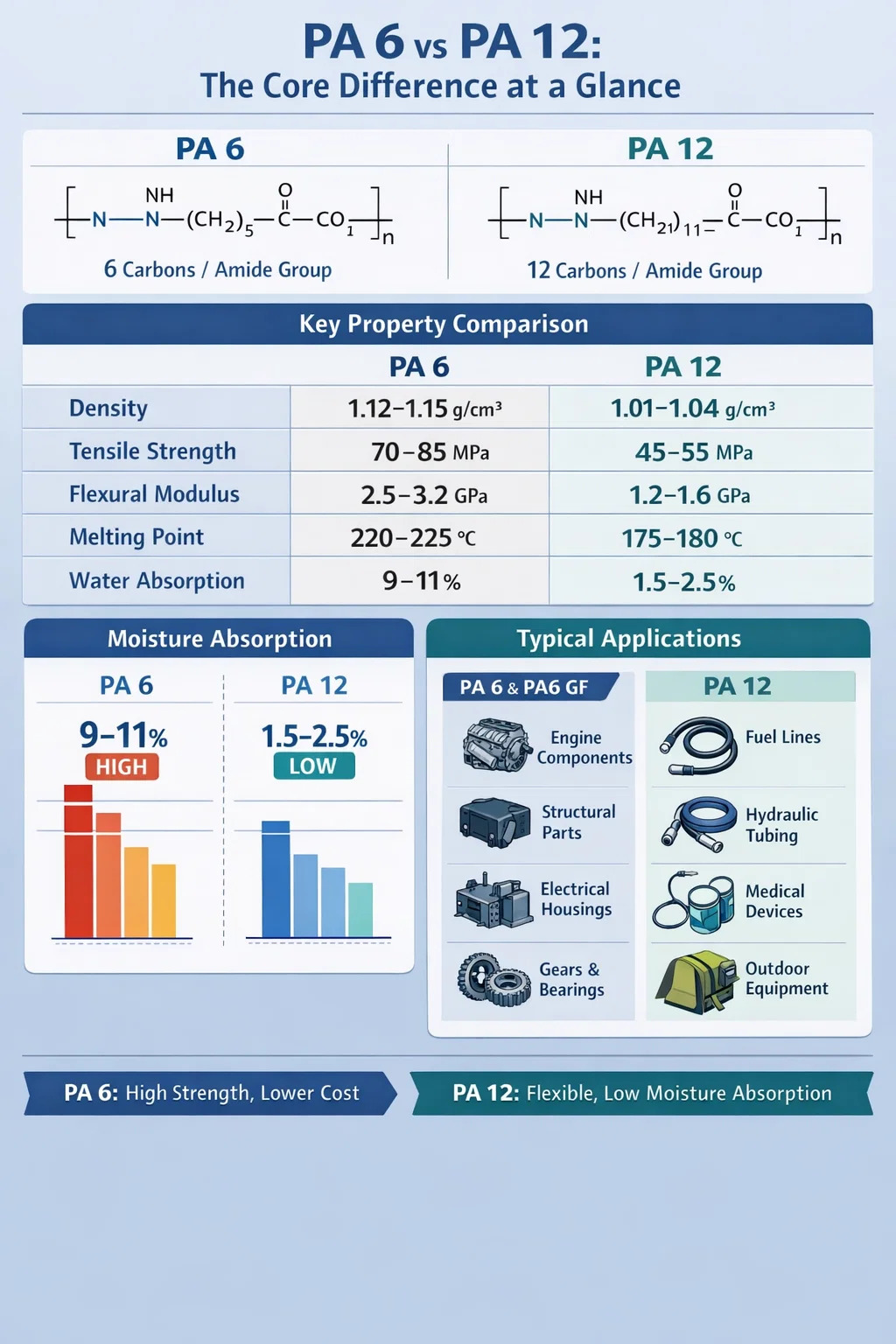
Singkatnya: PA 6 menawarkan kekakuan yang lebih tinggi, kekuatan mekanik yang lebih baik, dan biaya yang lebih rendah, sehingga ideal untuk komponen struktural dan penahan beban. PA 12 unggul dalam stabilitas dimensi, penyerapan kelembapan yang rendah, dan fleksibilitas, menjadikannya pilihan utama untuk pipa, saluran bahan bakar, dan aplikasi luar ruangan yang mengutamakan ketahanan terhadap kelembapan. Ketika penguat serat kaca ditambahkan — terbentuk Bahan PA6 GF — kesenjangan kinerja dengan PA 12 dalam hal kekakuan semakin melebar dan menguntungkan PA 6.
Struktur Molekul dan Kepadatan Kelompok Amida
Perbedaan mendasar antara PA 6 dan PA 12 terletak pada seberapa sering gugus amino (-CO-NH-) muncul di sepanjang tulang punggung polimer. Pada PA 6, ikatan Amida terjadi setiap 6 atom karbon. Dalam PA 12, jaraknya mencapai 12 atom karbon antara setiap ikatan amino.
Gugus Amida bersifat hidrofilik – mereka menarik dan mengikat molekul air melalui ikatan hidrogen. Ini berarti PA 6, dengan kepadatan gugus amino yang lebih tinggi, menyerap lebih banyak uap air secara signifikan dibandingkan PA 12. PA 6 dapat menyerap hingga 9–11% kelembapan pada saturasi air, sedangkan PA 12 hanya menyerap sekitar 1,5–2,5%. Perbedaannya tidak kecil — ini secara langsung memengaruhi stabilitas dimensi, kinerja mekanis, dan sifat kelistrikan selama masa pakai produk.
Rantai alifatik yang lebih panjang pada PA 12 juga berkontribusi terhadap mobilitas rantai yang lebih besar dan suhu transisi gelas yang lebih rendah. PA 12 tetap fleksibel bahkan pada suhu serendah -40°C, itulah sebabnya PA 12 banyak digunakan dalam bahan bakar otomotif dan saluran rem pada aplikasi iklim dingin.
Perbandingan Properti Utama: PA 6 vs PA 12
Tabel di bawah ini memberikan perbandingan teknis secara berdampingan mengenai sifat material terpenting bagi insinyur desain yang memilih antara kedua poliamida ini.
| Properti | PA 6 | PA 12 |
|---|---|---|
| Kepadatan (g/cm³) | 1.12–1.15 | 1,01–1,04 |
| Kekuatan Tarik (MPa) | 70–85 | 45–55 |
| Modulus Lentur (GPa) | 2.5–3.2 | 1.2–1.6 |
| Titik Leleh (°C) | 220–225 | 175–180 |
| Penyerapan Air (saturasi, %) | 9–11 | 1,5–2,5 |
| Fleksibilitas Suhu Rendah | Sedang | Luar biasa (hingga -40°C) |
| Ketahanan Kimia | Bagus | Luar biasa |
| Resistensi UV | Sedang | Bagus |
| Biaya Bahan Relatif | Rendah | Tinggi (2–3× PA 6) |
| Kemampuan proses | Luar biasa | Bagus |
Penyerapan Air dan Stabilitas Dimensi
Penyerapan kelembaban adalah salah satu faktor terpenting yang membedakan PA 6 dari PA 12 dalam teknik praktis. Bagian PA 6 dapat mengubah dimensinya sebanyak itu Panjangnya 1,5–2,0%. karena mereka menyerap kelembapan atmosfer seiring waktu setelah pencetakan. Hal ini membuat komponen presisi yang terbuat dari PA 6 tanpa perkuatan sulit digunakan dalam rakitan dengan toleransi ketat kecuali jika pengkondisian diperhitungkan dalam desain atau penguatan serat kaca digunakan untuk menekan perubahan dimensi.
PA 12, sebaliknya, menunjukkan perubahan dimensi kurang dari 0,5% pada kondisi yang sama. Hal ini membuatnya jauh lebih mudah diprediksi dalam servis dan merupakan salah satu alasan utama perancang memilih PA 12 untuk konektor hidraulik, fitting presisi, dan pipa lubang kecil yang kesesuaian dan fungsinya harus tetap konsisten di lingkungan kelembapan yang berubah-ubah.
Kelembaban juga mempengaruhi sifat mekanik. Bagian PA 6 yang diuji dalam keadaan kering saat dicetak mungkin menunjukkan kekuatan tarik 80 MPa, tetapi setelah dikondisikan hingga kadar air seimbang pada kelembapan relatif 50%, kekuatan tarik ini dapat turun menjadi sekitar 55–60 MPa. Hal ini merupakan trade-off yang harus dipertimbangkan ketika menentukan PA 6 untuk aplikasi struktural. PA 12 menunjukkan variasi yang jauh lebih sedikit — sifat mekanisnya yang terkondisi tetap mendekati nilai keringnya, sehingga menyederhanakan spesifikasi material bagi para desainer.
Glass Fiber Reinforced PA 6: Bahan PA6 GF yang Dihadirkan
Ketika serat kaca ditambahkan ke PA 6, bahan PA6 GF yang dihasilkan (umumnya tersedia sebagai PA6 GF15, PA6 GF30, PA6 GF50, dll., dengan angka yang menunjukkan kandungan serat kaca berdasarkan persentase berat) mengalami transformasi dramatis dalam kekakuan dan kekuatan. Ini adalah salah satu strategi penguatan yang paling banyak digunakan dalam rekayasa plastik.
Bagaimana Fiber Glass Mengubah Kinerja PA 6
PA6 GF30 (30% serat kaca diperkuat PA 6) adalah kelas yang paling umum ditentukan. Ini memberikan:
- Kekuatan tarik dari 170–190 MPa , lebih dari dua kali lipat dari PA 6 yang tidak diperkuat
- Modulus lentur dari 8–10 IPK , dibandingkan dengan 2,5–3,2 GPa untuk PA 6 yang rapi
- Mengurangi penyerapan air — serat kaca itu sendiri tidak menyerap air, sehingga penyerapan air yang efektif pada komposit secara signifikan lebih rendah dibandingkan pada PA 6 yang rapi
- Peningkatan stabilitas dimensi — penyusutan lengkungan dan pasca cetakan berkurang, meskipun penyusutan anisotropik menjadi pertimbangan baru karena orientasi serat
- Suhu defleksi panas meningkat menjadi sekitar 200–210°C (vs. ~185°C untuk PA 6 yang rapi pada beban 1,8 MPa)
Bahan PA6 GF digunakan secara luas pada intake manifold otomotif, penutup mesin, braket struktural, rumah listrik, dan komponen pompa industri. Kombinasi kekakuan tinggi, ketahanan panas yang baik, dan biaya bahan baku yang relatif rendah menjadikan PA6 GF30 salah satu senyawa teknik paling hemat biaya di pasaran.
PA6 GF vs PA 12: Perbandingan Langsung
Saat membandingkan material PA6 GF dengan PA 12 tanpa perkuatan, pilihannya menjadi lebih bernuansa. PA6 GF30 akan mengungguli PA 12 secara signifikan dalam hal kekakuan dan ketahanan panas, namun PA 12 tetap unggul dalam hal fleksibilitas, ketahanan bahan kimia terhadap bahan bakar dan cairan hidrolik, serta ketangguhan suhu rendah. Jika aplikasi memerlukan komponen struktural kaku yang beroperasi pada suhu tinggi, PA6 GF jelas merupakan pemenangnya. Jika part tersebut berupa saluran bahan bakar fleksibel atau konektor yang terkena minyak rem dan suhu musim dingin -30°C, PA 12 tetap menjadi pilihan yang tepat.
Ketahanan Bahan Kimia: Dimana Kinerja PA 12 Lebih Baik
PA 12 memiliki ketahanan yang unggul terhadap berbagai macam bahan kimia dibandingkan PA 6. Kepadatan gugus amino yang lebih rendah membuatnya lebih tahan terhadap hidrolisis dan serangan asam, basa, dan pelarut organik. Dalam aplikasi otomotif, hal ini berarti ketahanan yang lebih baik terhadap:
- Bahan bakar, termasuk campuran etanol (E10, E85) dan solar
- Cairan hidrolik dan minyak rem (DOT 4 dan DOT 5.1)
- Seng klorida dan garam jalan kalsium klorida
- Gemuk otomotif dan minyak pelumas
PA 6 berkinerja cukup baik di banyak lingkungan ini tetapi dapat menunjukkan retak tegangan ketika terkena seng klorida di bawah beban mekanis – sebuah fenomena yang dikenal sebagai retak tegangan lingkungan (ESC). Hal ini secara historis merupakan masalah pada klip dan braket PA 6 di lingkungan bawah tanah di mana terdapat cipratan jalan yang mengandung garam jalan. PA 12 secara substansial kurang rentan terhadap kegagalan jenis ini.
Untuk aplikasi farmasi dan kontak makanan, PA 12 juga menawarkan keunggulan regulasi di beberapa pasar karena kandungan yang dapat diekstraksi lebih rendah dan kimia permukaan yang lebih stabil dari waktu ke waktu.
Perbedaan Pengolahan Antara PA 6 dan PA 12
Kedua bahan tersebut merupakan termoplastik yang diproses terutama dengan cetakan injeksi dan ekstrusi, tetapi titik leleh dan sensitivitas kelembapannya yang berbeda menyebabkan persyaratan pemrosesan yang berbeda.
Persyaratan Pengeringan
Karena penyerapan airnya yang tinggi, PA 6 sangat sensitif terhadap degradasi hidrolitik selama pemrosesan jika tidak dikeringkan dengan benar. Kondisi pengeringan yang direkomendasikan untuk PA 6 biasanya 80°C selama 4–8 jam dalam pengering penurun kelembapan untuk mencapai kadar air di bawah 0,2%. Kegagalan mengeringkan PA 6 dengan benar mengakibatkan timbulnya tanda splay, penurunan berat molekul, dan gangguan sifat mekanik pada bagian cetakan. Bahan PA6 GF memiliki persyaratan pengeringan yang sama.
PA 12, dengan higroskopisitasnya yang jauh lebih rendah, biasanya memerlukan pengeringan yang tidak terlalu agresif 80°C selama 2-4 jam sudah cukup. Hal ini dapat menawarkan keuntungan efisiensi pemrosesan dalam produksi bervolume tinggi.
Suhu Leleh dan Suhu Cetakan
PA 6 diproses pada suhu leleh 240–280°C, sedangkan PA 12 diproses pada suhu lebih rendah 200–240°C. Suhu pemrosesan yang lebih rendah untuk PA 12 ini dapat mengurangi konsumsi energi dan waktu siklus dalam beberapa kasus. Namun, titik leleh PA 12 yang lebih rendah juga berarti suhu servis berkelanjutan yang lebih rendah — relevan ketika menentukan suku cadang untuk lingkungan panas seperti komponen otomotif di bawah kap.
Penyusutan dan Warpage
PA 6 yang tidak diperkuat menyusut secara isotropis sekitar 1,0–1,5% selama pencetakan. Bahan PA6 GF menunjukkan penyusutan anisotropik — lebih rendah pada arah aliran (sekitar 0,2–0,5%) dan lebih tinggi pada arah melintang (sekitar 0,6–1,2%) — yang harus diperhitungkan dalam desain cetakan untuk mencegah lengkungan. PA 12 menunjukkan penyusutan sedang sekitar 0,8–1,5% dan berperilaku lebih dapat diprediksi pada bagian berdinding tipis karena fleksibilitas bawaannya.
Kinerja Termal dan Penuaan Panas Jangka Panjang
PA 6 memiliki titik leleh yang lebih tinggi (220–225°C) dan kinerja termal umumnya lebih baik dibandingkan PA 12 (175–180°C). Jika diperkuat dengan serat kaca, material PA6 GF dapat beroperasi terus menerus pada suhu hingga 130–150°C (dengan paket penstabil panas), membuatnya cocok untuk aplikasi di bawah kap otomotif.
PA 12, dengan titik lelehnya yang lebih rendah, memiliki suhu layanan berkelanjutan yang biasanya dibatasi sekitar 100–110°C. Untuk aplikasi yang memerlukan paparan terus-menerus terhadap panas mesin atau suhu lingkungan yang tinggi, hal ini dapat menjadi batasan yang mendiskualifikasi yang mendorong desainer untuk menggunakan material PA6 GF atau bahkan poliamida bersuhu lebih tinggi seperti PA 46 atau PPA.
Nilai stabil panas dari kedua bahan tersedia. Nilai PA6 GF30 HS (stabilisasi panas) biasanya ditentukan untuk komponen mesin yang mengantisipasi paparan terus menerus pada suhu 150°C, dengan toleransi puncak jangka pendek hingga 170°C. Tingkat stabilisasi panas PA 12 memperluas layanan hingga sekitar 120°C secara terus-menerus — sebuah peningkatan, namun masih lebih rendah dibandingkan PA6 GF dalam aplikasi setara.
Aplikasi Khas: Dimana Setiap Bahan Digunakan
Profil properti yang berbeda dari material PA 6, PA6 GF, dan PA 12 secara alami mengarah ke domain aplikasi yang berbeda. Perincian berikut mencerminkan pola penggunaan dunia nyata di berbagai industri besar.
PA 6 dan PA6 GF — Area Aplikasi Utama
- Otomotif: Intake manifold (PA6 GF30/GF50), penutup mesin (PA6 GF30 HS), rumah filter udara, komponen sabuk pengaman, sistem pedal, penutup roda
- Listrik dan elektronik: Rumah pemutus sirkuit, blok konektor, komponen switchgear, pengikat kabel, rumah motor
- Mesin industri: Roda gigi, bantalan, busing, komponen ban berjalan, rumah pompa
- Barang konsumen: Rumah perkakas listrik, komponen sepeda, rangka bagasi, perlengkapan olah raga
- Tekstil: Benang, kaus kaki, kain pakaian (serat PA 6 tanpa penguat)
PA 12 - Area Aplikasi Utama
- Tabung otomotif: Saluran bahan bakar, saluran rem, saluran hidrolik, pipa pengatur uap, saluran rem udara untuk truk
- Penanganan cairan industri: Tabung pneumatik, jalur transfer bahan kimia, distribusi udara bertekanan
- Peralatan medis: Komponen kateter, gagang instrumen bedah, rumah alat penghantaran obat
- Pencetakan 3D (SLS): Bubuk PA 12 adalah bahan dominan untuk sintering laser selektif karena perilaku lelehnya yang konsisten dan fleksibilitas pasca-pemrosesan
- Lepas pantai dan bawah laut: Pipa fleksibel, jaket kabel, komponen pusar untuk infrastruktur minyak dan gas
- Alas kaki: Komponen sepatu ski, bagian sepatu olahraga yang memerlukan fleksibilitas pada suhu di bawah nol
Pertimbangan Biaya: Realitas Ekonomi PA 6 vs PA 12
Biaya sering kali menjadi faktor penentu dalam pemilihan material, dan PA 6 memiliki keuntungan besar dalam hal ini. PA 12 biasanya berharga 2–3 kali lebih mahal per kilogram dibandingkan PA 6 , dan keunggulan ini semakin meningkat ketika membandingkan PA6 GF30 dengan PA 12. Perbedaan harga mencerminkan keekonomian bahan mentah — laurolactam (monomer PA 12) adalah bahan kimia yang lebih kompleks dan jarang diproduksi dibandingkan kaprolaktam (monomer PA 6), yang diproduksi dalam skala yang sangat besar secara global.
Untuk produk konsumen bervolume tinggi atau komponen otomotif struktural yang desainnya dapat mengakomodasi material PA 6 atau PA6 GF, penghematan biayanya signifikan. OEM otomotif besar yang memproduksi 500.000 intake manifold per tahun menggunakan PA6 GF30 dan bukan yang setara dengan PA 12 (jika ada dengan kekakuan yang memadai) akan menghasilkan penghematan bahan mentah hingga jutaan dolar setiap tahunnya.
Biaya PA 12 hanya dapat dibenarkan jika sifat spesifiknya — ketahanan terhadap kelembapan, ketahanan terhadap bahan kimia, fleksibilitas, kinerja suhu rendah — benar-benar dibutuhkan oleh aplikasi. Menspesifikasikan PA 12 secara berlebihan di mana material PA 6 atau PA6 GF akan mencukupi adalah biaya yang umum namun tidak perlu dalam program desain yang kurang berpengalaman.
PA 6, PA6 GF, dan PA 12 di Manufaktur Aditif
Dalam konteks manufaktur aditif, khususnya sintering laser selektif (SLS), PA 12 mendominasi pasar fusi lapisan bubuk. Titik lelehnya yang lebih rendah, rentang leleh yang sempit, dan perilaku pemadatan ulang yang baik membuatnya lebih mudah diproses dalam sistem SLS tanpa degradasi berlebihan pada bubuk yang tidak terpakai di antara pembuatannya. Bubuk SLS komersial yang paling banyak digunakan secara global — EOS PA 2200 — adalah kelas PA 12.
Bahan PA 6 dan PA6 GF telah berhasil diadaptasi untuk SLS, dengan beberapa pemasok kini menawarkan campuran bubuk berbasis PA6 yang diperkuat dengan manik-manik kaca atau serat karbon untuk kekakuan yang lebih tinggi. Namun, titik leleh PA 6 yang lebih tinggi dan jendela proses yang lebih sempit membuatnya lebih menuntut dalam sistem SLS, dan adopsi pasar belum mencapai tingkat adopsi pasar yang sama seperti PA 12 dalam proses ini.
Untuk FDM (pemodelan deposisi leburan), filamen PA 6 tersedia tetapi memerlukan ekstruder bersuhu tinggi (nosel di atas 240°C) dan penutup karena kecenderungan bahan untuk menyerap kelembapan dan melengkung. PA 12 berkinerja lebih baik di lingkungan FDM terbuka karena penyerapan kelembapannya lebih rendah dan daya rekat lapisannya lebih baik pada suhu pemrosesan yang lebih rendah.
Keberlanjutan dan Daur Ulang
Baik PA 6 dan PA 12 merupakan termoplastik dan secara teoritis dapat didaur ulang melalui peleburan kembali, meskipun sifat mekaniknya menurun seiring dengan setiap siklus pemrosesan karena pemotongan rantai dan pengurangan berat molekul. Dalam praktiknya, konten daur ulang pasca-industri (PIR) lebih umum digunakan dalam aplikasi non-kritis seperti pengikat kabel, pipa, dan rumah cetakan injeksi.
PA 6 memiliki keunggulan signifikan dalam daur ulang bahan kimia. Kaprolaktam (monomer PA 6) dapat diperoleh kembali dari limbah PA 6 melalui depolimerisasi dan digunakan kembali dalam produksi polimer berkualitas murni. Perusahaan seperti DSM (sekarang Envalior) dan Lanxess telah mengembangkan proses komersial untuk ini. Daur ulang bahan kimia PA 12 kurang berkembang dan kurang matang secara komersial.
Dalam hal jejak karbon, PA 12 memiliki beban lingkungan per kilogram yang lebih tinggi karena jalur sintesis monomernya yang lebih kompleks. Namun, karena suku cadang PA 12 dapat bertahan lebih lama di lingkungan yang agresif tanpa degradasi yang disebabkan oleh kelembapan dan bahan kimia pada PA 6, analisis siklus hidup terkadang lebih memilih PA 12 dalam aplikasi yang menghilangkan kegagalan dan penggantian dini.
Versi berbasis bio dari kedua bahan tersebut ada. PA 6 berbasis bio (menggunakan kaprolaktam turunan hayati dari bahan baku terbarukan seperti minyak jarak) dan PA 12 berbasis bio (laurolaktam yang berasal dari minyak jarak telah tersedia secara komersial selama beberapa dekade, karena diproduksi oleh Evonik dengan merek Vestamid) keduanya dapat diakses oleh desainer yang ingin mengurangi ketergantungan bahan bakar fosil.
Cara Memilih Antara PA 6, PA6 GF, dan PA 12
Keputusan antara materi-materi ini harus didorong oleh evaluasi sistematis terhadap persyaratan aplikasi. Panduan berikut memberikan kerangka awal:
| Persyaratan Desain | Bahan yang Direkomendasikan |
|---|---|
| Kekakuan dan kekuatan maksimum dengan biaya terendah | PA6 GF30 atau PA6 GF50 |
| Tabung atau selang fleksibel yang bersentuhan dengan bahan bakar atau cairan hidrolik | PA 12 |
| Braket struktural, housing, atau komponen di bawah kap hingga suhu 150°C | PA6 GF30 HS atau PA6 GF50 HS |
| Bagian luar ruangan dengan paparan sinar UV dan kelembapan, tidak ada beban tinggi | PA 12 (atau PA6 dengan penstabil UV) |
| Komponen presisi memerlukan toleransi dimensi yang ketat | PA 12 atau PA6 GF (dianggap anisotropi) |
| Aplikasi pencetakan SLS 3D | bubuk PA 12 |
| Roda gigi atau bantalan dengan persyaratan gesekan rendah | PA 6 (grade berpelumas atau diisi MoS₂) |
| Bagian yang beroperasi pada suhu -30°C atau lebih rendah memerlukan fleksibilitas | PA 12 |
Jika keputusan masih belum jelas setelah penyaringan awal ini, ada baiknya meminta sampel uji material dari pemasok dan melakukan pengujian khusus aplikasi, termasuk pengkondisian hingga kadar air layanan yang diharapkan sebelum mengukur sifat mekanik. Menguji PA 6 yang dikeringkan dengan PA 12 yang dikondisikan membuat perbandingan menjadi tidak realistis — selalu bandingkan material dalam kondisi pengondisian setara yang mewakili kondisi layanan aktual.